Surface treatments, such as nitriding, coatings, and shot peening, are invaluable to industry as a method to improve the functional and mechanical behavior of parts without changing the primary material. Nitriding is a surface heat treatment process by which significant case hardening can be achieved by diffusing nitrogen into parts through gas, salt baths, or plasma nitriding treatments. Nitrogen, as a very light element, is challenging to directly characterize, so hardness profiles have traditionally been a primary method for characterizing the effectiveness of nitriding treatments. Cross-sectional mechanical microscopy was performed on a gas nitrided 31CrMoV9 steel. Mechanical microscopy reveals the presence of two layers within the surface white layer of the nitrided steel as well as the gradient in mechanical properties between the nitrided surface and ferrite substrate. The application of mechanical microscopy to surface treatments offers higher resolution characterization of both the resulting microstructure and mechanical properties from nitriding surface treatments than previously possible.
Introduction
Nanoindentation mapping is one of the best ways of investigating local mechanical properties, i.e. hardness and elastic modulus [1]. One application of this is using indentation mapping to quantify the mechanical property variation of surface treatments such as nitriding, coatings, shot peening, or radiation. Each of these methods can be used to modify the mechanical and/or tribochemical performance of surfaces. However, the mechanical behavior is often variable within coatings and with distance from the surface, requiring accurate characterization for both process development and quality control. For example, the hardness of nitrided surfaces usually varies with depth from the surface due to the diffusion kinetics of nitrogen at the process conditions.
Nitriding is a surface treatment process by which nitrogen is diffused into a steel’s surface to produce a case-hardening effect through either gas, salt bath or plasma nitriding [2]. Nitrided steel components are often used for gears, hot steam fittings, valves, and crank shafts. To optimize nitriding processing conditions for such components, it is necessary to characterize either the nitrogen content or its hardening effects. However, direct measurement of low Z elements, such as nitrogen, by electron microscopy techniques such as energy-dispersive and wavelength-dispersive x-ray spectroscopy (EDX and WDX) is often challenging due to X-ray absorption phenomena [3]. Therefore, hardness measurements have traditionally been the gold standard for evaluating the effectiveness of nitriding treatments.
In this application note, a large cross-sectional nanoindentation map is performed to investigate the mechanical performance of a gas-nitrided steel. This is compared with metallographic and EDX evaluations of the microstructure to determine the effectiveness of the nitriding process.
Experimental Considerations
Preparation and Characterization
A sample of 31CroMoV9 steel (1.8519) was edge hardened by gas nitriding at 500–520 °C for 4 h. The sample was metallographically investigated by etching with alcoholic nitric acid ~ 3% (Nital) to reveal the underlying microstructure. The sample was then repolished for indentation by using successively finer media to a final polish with a 50 nm alumina suspension.
Nitrogen concentrations were measured as a function of distance from the sample surface using EDX in a Hitachi SU-5000 SEM at 10 kV with a pair of Oxford Ultim Max 100 EDX detectors. The EDS results were quantified using EDAX TEAM software using the e-ZAF method with binning.
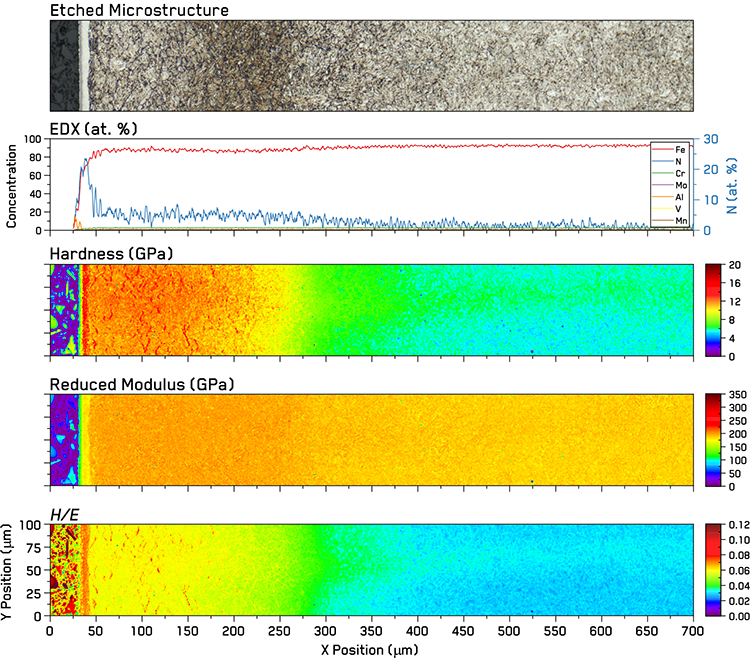 Figure 1. Characterization of Nitrided 31CrMoV9 steel: Etched microstructure of a region of the steel adjacent to the mapped area (at the same scale as indentation maps), EDX concentration profiles of the indentation mapped region with Nitrogen concentration on the right axis, and indentation property maps of the nitride steel revealed two phases within the surface white layer and a gradient in mechanical properties.
Figure 1. Characterization of Nitrided 31CrMoV9 steel: Etched microstructure of a region of the steel adjacent to the mapped area (at the same scale as indentation maps), EDX concentration profiles of the indentation mapped region with Nitrogen concentration on the right axis, and indentation property maps of the nitride steel revealed two phases within the surface white layer and a gradient in mechanical properties.
Importance of Displacement Control
In order to perform an indentation map over a case-hardened sample with a large difference in hardness, it is important to use displacement control to ensure that the indentations are the same size, i.e. performed to the same depth. In load control, the load must be carefully chosen to ensure that the spacing is proportional to the indentation produced in the softest phase in the map. Otherwise, indentations in the soft region will overlap with its neighbors. This has significant implications for the results in the harder regions of the sample, as those indentations will be proportionally smaller than in the soft region. This means that the indentation sizes are no longer comparable and that the measured contact stiffness will be much smaller than it would be for an indent of similar size as in the soft phase. By using displacement control, the indentation sizes are more consistent in both soft and hard phases, and the measured properties are more accurate due to the higher contact stiffnesses given by the larger indentation sizes in the harder phases.
Nanoindentation Mapping
Indentation maps were performed using a i04 Femto-Indenter with a 20 mN sensor fitted with a diamond Berkovich indenter tip. Indentation grids of 700×100 indentations were performed with a 1 µm spacing and a 95 nm maximum indentation depth with an oscillation frequency of 150 Hz and an amplitude that linearly increased from 0.5 to 2.5 nm with increasing depth. This provides hardness and modulus as a function of depth, and representative mean values are taken from the final 25% of the maximum depth.
Results and Discussion
Conventional metallographic analysis results are presented in the top two parts of Figure 1. The optical micrograph of the etched microstructure in the uppermost part of the Figure presents the cross-section of the nitrided steel. EDS results are presented just below this micrograph, with the Nitrogen results shown on the secondary right Y-axis to highlight their concentration.
At the furthest left, dark bakelite mounting material can be seen, before moving to the right and observing the ‘white layer’ of the outermost nitrided steel phases. This corresponds to a peak in Nitrogen concentration of ~20-25 atomic %. The white layer consists of two phases, ε-Fe3N and γ’-Fe4N, with the ε-Fe3N in darker grey as the outermost layer of the steel and bright white γ’-Fe4N second [2]. Both of these phases appear discretely in the hardness and reduced modulus maps.
Moving further to the right in the optical micrograph, a brighter nitrided-decarburized region [4] approximately 100 µm wide is first observed, followed by a darker nitrided region which is also ~100 µm wide. In these regions, the Nitrogen concentration measured by EDX remains constant at ~4 atomic % before gradually decreasing to the un-nitrided inner portion of the ferritic steel substrate. The reduced modulus is uniformly elevated throughout both of these regions.
The nitrided-decarburized region shows a plateau of hardness at ~12 GPa with some local higher hardness features. At first glance, these may appear to be γ’-Fe4N phases, but this is counter indicated by a lack in the same decrease of reduced modulus as the γ’-Fe4N within the white layer - Figure 2. Instead these areas are likely locally elevated concentrations of nitrogen-enriched phases, e.g. AlN, CrN, et cetera. Steel alloys used for nitriding usually contain nitride-forming elements such as aluminum, chromium, molybdenum and titanium. The H/E map also shows a plateau in values in the nitrided-decarburized region. Both H and H/E plateau regions correspond well with the etched optical micrograph.
In the nitrided region, which was not decarburized, the hardness begins to decrease as a function of distance from the substrate with values falling below 10 GPa at the edge of the darker band in the etched microstructure seen in the optical micrograph. Hardness continues to decrease for another ~150 µm into the substrate before indentation values plateau at levels for the ferrite substrate. This makes the total hardened depth to be ~350 µm.
The 2D histogram presented in Figure 2 shows clusters corresponding to each of the major phases observed in the microstructure. The epoxy resin and mineral filler phases within the bakelite mounting material are clearly observed, as well as both iron nitride phases, ε-Fe3N and γ’-Fe4N, within the white layer.
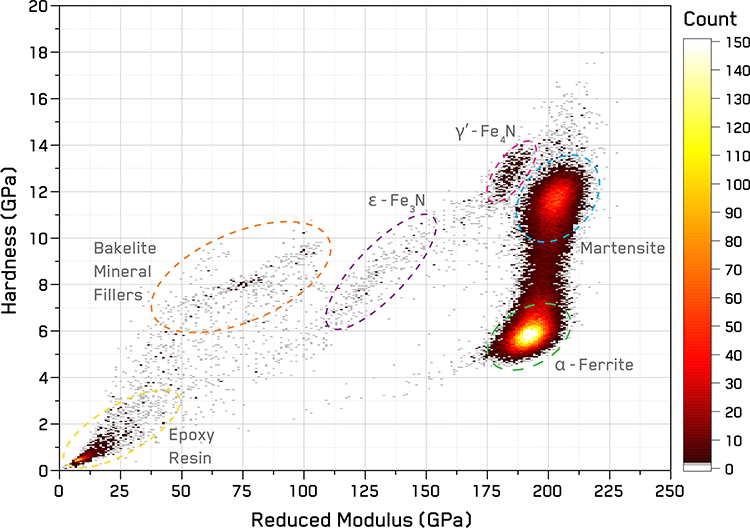 Figure 2. 2D histogram with clusters corresponding to various phases within the nitride steel and bakelite mounting labeled.
Figure 2. 2D histogram with clusters corresponding to various phases within the nitride steel and bakelite mounting labeled.
The majority of the measurements within the maps are contained within two conjoined clusters corresponding to the ferrite substrate and the nitrided regions. Each of these presents a clear peak within the histogram. However, the nitrided-decarburized and nitrided regions do not present distinct clusters, suggesting a strong mixture of nitrided phases occurring in both regions. The conjoined appearance of the clusters is due to the gradual decrease in properties as the nitrogen concentration decreases with distance from the surface.
Conclusion
The effectiveness of mechanical microscopy to characterize mechanical properties and microstructural features of a gas-nitrided 31CroMoV9 steel was successfully demonstrated using a large, high-resolution map. Microstructural trends in the maps correlate well with metallographic etching observations and EDX nitrogen concentration measurements. Mechanical microscopy successfully revealed the presence of both phases within the surface white layer of the gas-nitrided steel as well as the gradient in mechanical properties between the nitrided surface and ferrite substrate. The outer nitrided-decarburized region presented as a relatively constant plateau in hardness, while the inner nitrided region displayed a gradient in hardness with decreasing nitrogen content. The application of mechanical microscopy to nitriding surface treatments offers higher resolution characterization of both the resulting microstructure and mechanical properties than previously possible.
Acknowledgements
The author gratefully acknowledges the contribution of Dr. Indranil Basu of Prof. Loffler’s Laboratory of Metal Physics at ETH Zurich who performed the EDX.
References
- W.C. Oliver, G.M. Pharr, Journal of Materials Research, 7 (1992) 1564-1583.
- R. Chatterjee-Fischer, Wärmebehandlung von Eisenwerkstoffen: Nitrieren und Nitrocarburieren, Expert-Verlag, 1995.
- M.F. Gazulla, M. Rodrigo, E. Blasco, M. Orduña, X-Ray Spectrometry, 42 (2013) 394-401.
- C.W. Kang, S.R. Meka, T. Steiner, R.E. Schacherl, E.J. Mittemeijer, HTM Journal of Heat Treatment and Materials, 71 (2016) 181-190.

